

电火花线切割加工的基本原理是利用电火花技术,通过电极丝和工件之间的脉冲性放电进行加工。电极丝在导电介质中产生火花放电,产生高温来熔化、气化切割材料,从而达到对工件的切割加工目的。这种加工方式适用于各种导电材料,具有加工精度高、加工表面质量好等优点。
本文目录导读:
电火花线切割加工(Wire Electrical Discharge Machining,简称WEDM)是一种重要的电加工方式,广泛应用于制造业、模具制造、航空航天等领域,本文旨在详细阐述电火花线切割加工的基本原理,帮助读者更好地理解这一先进技术。
电火花线切割加工概述
电火花线切割加工是一种利用电火花原理进行材料切割的先进制造技术,它通过电极丝和工件之间的脉冲放电来实现材料的去除,由于电火花线切割加工对材料的导电性无特殊要求,因此可以加工任何导电材料,包括高硬度、高韧性的金属材料。
电火花线切割加工的基本原理
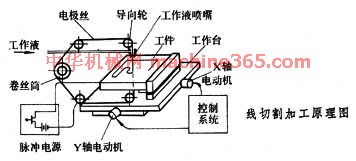
电火花线切割加工的基本原理主要包括电极丝的运动、脉冲电源的作用以及工作液的辅助作用。
1、电极丝的运动
电火花线切割加工的电极丝通常采用细钨丝或铜丝,通过张紧装置固定在机床的X和Y轴上,在加工过程中,电极丝沿着预定的轨迹进行移动,形成所需的切割路径,电极丝的运动速度和轨迹由数控系统控制,以实现精确的切割。
2、脉冲电源的作用
电火花线切割加工使用的脉冲电源通常为高频脉冲电源,其电压和电流峰值较高,足以在电极丝和工件之间产生放电,放电时,电极丝和工件之间的局部区域会产生高温,使材料熔化甚至汽化,从而实现材料的去除,脉冲电源的参数(如电压、电流、脉冲宽度等)对加工质量和效率有很大影响,因此需要根据不同的材料和加工要求进行调节。
3、工作液的辅助作用
工作液在电火花线切割加工中起到冷却、绝缘和排屑的作用,工作液能够吸收电极丝和工件之间的热量,防止局部过热;工作液可以隔绝电极丝和工件之间的接触,保证放电的顺利进行;工作液还可以将熔化和汽化的材料带走,保持加工区域的清洁,常用的工作液包括绝缘油、乳化液等。
电火花线切割加工的应用
电火花线切割加工广泛应用于制造业的各个领域,尤其在模具制造、精密零件加工、航空航天等领域具有显著优势,其特点是可以加工高硬度材料、复杂形状材料以及特殊材料,如钛合金、高温合金等,电火花线切割加工还可以实现高精度、高效率的加工,提高产品质量和生产效率。
电火花线切割加工的优势与局限性
1、优势
(1)可以加工高硬度材料:电火花线切割加工不受材料硬度的限制,可以加工各种金属材料,包括高硬度材料。
(2)加工精度高:通过数控系统和高精度传感器,可以实现精确的轨迹控制和尺寸测量,保证加工精度。
(3)适用范围广:可以加工各种形状和尺寸的材料,尤其适用于复杂形状零件的加工。
2、局限性
(1)设备成本高:电火花线切割加工设备成本较高,一次性投资较大。

(2)加工速度受限制:对于大厚度或大面积材料的加工,电火花线切割加工的速度较慢。
(3)电极丝损耗:在长时间加工过程中,电极丝会产生一定的损耗,需要定期更换。
电火花线切割加工是一种重要的电加工方式,具有广泛的应用前景,本文详细阐述了电火花线切割加工的基本原理,包括电极丝的运动、脉冲电源的作用以及工作液的辅助作用,通过了解电火花线切割加工的基本原理,我们可以更好地掌握这一技术,提高制造业的生产效率和质量。
 京公网安备11000000000001号
京公网安备11000000000001号 京ICP备11000001号
京ICP备11000001号
还没有评论,来说两句吧...